Փայտե պտուտակահանի հորատման գլխիկների վերջնական ուղեցույցը. ճշգրտություն, հզորություն և կատարողականություն պրոֆեսիոնալ փայտամշակման մեջ
Փայտի համար նախատեսված պտուտակավոր հորատման գլխիկները ներկայացնում են փայտամշակման մասնագիտացված հորատման տեխնոլոգիայի գագաթնակետը: Ի տարբերություն ստանդարտ պտտվող կամ թիակավոր գլխիկների, պտուտակավոր գլխիկներն ունեն եզակի պարուրաձև դիզայն, որը աղբը ուղղորդում է դեպի վերև՝ միաժամանակ ստեղծելով բացառիկ մաքուր, խորը անցքեր՝ նվազագույն ջանքերով: Կահույքագործներից մինչև դռների տեղադրողներ, մասնագետները ապավինում են այս գլխիկներին խորության, տրամագծի և մշակման ճշգրտություն պահանջող առաջադրանքների համար՝ լինի դա ցցերի միացումների պատրաստում, լարերի անցկացում հեծանների միջով, թե գլանաձև կողպեքների տեղադրում:
Հիմնական ճարտարագիտություն և առանձնահատկություններ
1. Ֆլեյտայի առաջադեմ դիզայն և կտրման երկրաչափություն
- Բազմաալիքային կոնֆիգուրացիա. Բարձրակարգ պտուտակային գլխիկները ունեն 3-4 պարուրաձև ակոսներ (ակոսներ), որոնք գործում են որպես փոխադրիչ համակարգեր՝ արդյունավետորեն փայտի թեփերը վերև դուրս նետելով: Սա կանխում է խցանումը խորը անցքերում (մինչև 300-400 մմ) և նվազեցնում ջերմության կուտակումը: Մեկ ակոսով դիզայնը հարմար է ավելի փափուկ փայտերի համար, մինչդեռ 4 ակոսով տարբերակները գերազանց են կարծր փայտերի կամ խեժային փայտանյութի համար:
- Պտուտակի ծայրի ուղղորդիչ. ծայրին գտնվող ինքնաբուխ սնուցվող պտուտակի ծայրը քաշում է սայրը փայտի մեջ՝ վերացնելով թափառելը և ապահովելով անցքի ճշգրտությունը առաջին պտույտից: Սա հակադրվում է թիակավոր սայրերին, որոնք պահանջում են ամուր ճնշում և հաճախ շեղվում են նշագծից:
- Սպուրային կտրիչներ. գլխիկի ծայրամասի սրված եզրերը մաքուր կտրում են փայտի մանրաթելերը, նախքան հիմնական մարմինը նյութը կբարձրացնի, ինչի արդյունքում ստեղծվում են փշրանքներից զերծ մուտքի և ելքի անցքեր, որոնք կարևոր են տեսանելի միացումների համար։
2. Shank Engineering՝ էներգիայի և համատեղելիության համար
- Վեցանկյուն ցողունի գերիշխանությունը. Ժամանակակից պտուտակների ավելի քան 80%-ը օգտագործում է 6.35 մմ (1/4 դյույմ) կամ 9.5 մմ (3/8 դյույմ) վեցանկյուն ցողուններ: Սրանք ապահով կերպով ամրանում են արագ փոփոխվող պտուտակներին (օրինակ՝ հարվածային պտուտակիչներին) և կանխում են սահումը բարձր պտտող մոմենտի ազդեցության տակ: SDS և կլոր ցողունները մնում են մասնագիտացված սարքավորումների համար նախատեսված նիշային տարբերակներ:
- Ամրապնդված օձիք. Բարձր լարվածության դիմացկուն մոդելները ցողունի տակ ունեն հաստ պողպատե օձիք, որը կանխում է ծռվելը խիտ կաղնու կամ թխկու փայտի վրա ագրեսիվ հորատման ժամանակ:
3. Նյութագիտություն. ՀՍՍ-ից մինչև կարբիդ
- Բարձր արագագործ պողպատ (HSS): Արդյունաբերության ստանդարտ՝ արժեքի և ամրության հավասարակշռության համար: Պահպանում է սրությունը մինչև 350°C և դիմանում է 2-3 անգամ սրման ցիկլերին: Իդեալական է ընդհանուր ատաղձագործության համար:
- Բարձր ածխածնային պողպատ. Ավելի կարծր է, քան HSS-ը, բայց ավելի փխրուն: Լավագույնն է մեծ ծավալի փափուկ փայտի վրա հորատման համար, որտեղ եզրերի պահպանումը գերազանցում է հարվածային դիմադրությանը:
- Կարբիդային ծայրակալ. Ունի եռակցված վոլֆրամի կարբիդային կտրող եզրեր՝ հղկող կոմպոզիտների, շերտավորված փայտի կամ սառեցված փայտանյութի հորատման համար: Ծառայում է 5-8 անգամ ավելի երկար, քան HSS-ը, բայց 3 անգամ ավելի էժան:
Աղյուսակ. Հորատման գլխիկի նյութերի համեմատություն
| Նյութի տեսակը | Լավագույնը | Հորատման ժամկետը | Արժեքի գործոն |
|---|---|---|---|
| Բարձր ածխածնային պողպատ | Փափուկ փայտեր, մեծ ծավալի աշխատանք | Միջին | $ |
| Բարձր արագագործ պողպատ (HSS) | Կարծր փայտանյութեր, խառը նյութեր | Բարձր | $$ |
| Կարբիդային ծայրով | Կոմպոզիտներ, հղկող փայտեր | Շատ բարձր | $$$$ |
Տեխնիկական առավելություններ սովորական բիտերի նկատմամբ
- Խորության մեծացման հնարավորություն. պտուտակները հորատում են մինչև իրենց տրամագծի 10 անգամ մեծ խորություն (օրինակ՝ 40 մմ գլխիկ → 400 մմ խորություն) առանց կապելու՝ անգերազանցելի Forstner-ի կամ թիակավոր գլխիկների հետ։
- Արագություն և արդյունավետություն. պտուտակի ծայրը քաշում է գլխիկը պտտվող հորատիչի մատակարարման արագությունից 2-3 անգամ ավելի արագ՝ 1000 պտույտ/րոպե հաճախականությամբ հորատիչով կարծր փայտի վրա կտրելով 25 մմ խորության անցքեր 5 վայրկյանից պակաս ժամանակում։
- Ճշգրիտ շեղումներ. Արդյունաբերական կարգի գլխիկները (օրինակ՝ ISO9001 հավաստագրված) պահպանում են տրամագիծը ±0.1 մմ-ի սահմաններում, ինչը կարևոր է ցցերի կամ կողպեքների տեղադրման համար: Անհամապատասխան գլխիկները (օրինակ՝ 1 դյույմանոց գլխիկ 7/8 դյույմ պտտմամբ) ձախողվում են ուղղորդվող մեխանիզմների վրա, մինչդեռ իրական 1:1 հարաբերակցությամբ գլխիկները հաջողվում են:
- Չորերի մաքրում. Ծալքերը հեռացնում են աղբի 95%-ից ավելին, նվազեցնելով շփումը և կանխելով «եփված փայտի» այրումը 150 մմ-ից ավելի խորությամբ անցքերում։
Տեխնիկական բնութագրեր և ընտրության ուղեցույց
Չափերի չափորոշիչներ
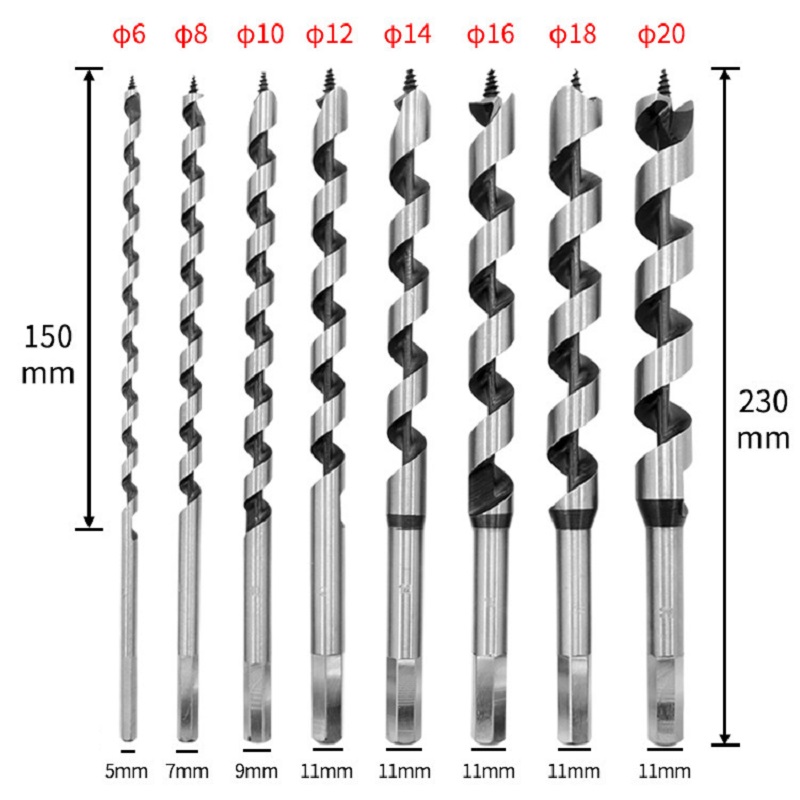
- Տրամագծի միջակայքը՝ 5մմ–100մմ (կախված առաջադրանքից):
- 6–10 մմ: Դյուբելային ամրացում, էլեկտրական խողովակներ
- 15–40 մմ: Կողպեքի գլաններ, ջրմուղային խողովակներ
- 50–100 մմ: Կառուցվածքային ճառագայթներ, մեծ տրամագծով միացումներ
- Երկարության դասեր՝
- Կարճ (90–160 մմ): Պահարաններ, դռան փականի անցքեր
- Երկար (300–400 մմ): Փայտե շրջանակ, խորը փոսեր
Ծածկույթներ և մակերեսային մշակումներ
- Սև օքսիդ. նվազեցնում է շփումը 20%-ով և ավելացնում է մեղմ կոռոզիոն դիմադրություն: Ստանդարտ է HSS գլխիկների համար:
- Պայծառ փայլեցված. Հարթ մակերեսը նվազագույնի է հասցնում խեժի կպչունությունը սոճու կամ մայրիի վրա: Հաճախակի է պարունակվում սննդի համար անվտանգ կիրառություններում:
- Տիտանի նիտրիդ (TiN). Ոսկեգույն ծածկույթ՝ մաշվածության նկատմամբ 4x դիմադրության համար. հազվադեպ է հանդիպում պտուտակներում՝ թանկության պատճառով։
Աղյուսակ. Շանկի տեսակները և համատեղելիությունը
| Շանկի տեսակը | Գործիքների համատեղելիություն | Մոմենտի կառավարում | Օգտագործման դեպք |
|---|---|---|---|
| Վեցանկյուն (6.35 մմ/9.5 մմ) | Հարվածային պտուտակներ, արագ ամրացվող հորատիչներ | Բարձր | Ընդհանուր շինարարություն |
| Կլոր | Ավանդական բրեկետներ, ձեռքի փորվածքներ | Միջին | Նուրբ փայտամշակում |
| SDS-Plus | պտտվող մուրճեր | Շատ բարձր | Փայտի մեջ հորատում ներկառուցված մեխերով |
Իրական աշխարհի ծրագրեր և մասնագիտական խորհուրդներ
- Դռան կողպեքի տեղադրում. Կողպեքի անցքերի համար օգտագործեք 1 դյույմ տրամագծով պտուտակներ (իրական 1 դյույմ պտտմամբ): Խուսափեք թիակավոր գլխիկներից. դրանք պատռում են ակոսավոր եզրերը և շեղվում խորը կտրվածքների ժամանակ:
- Փայտե կոնստրուկցիա. 12″–16″ երկարությամբ 32 մմ պտուտակները զուգակցեք բարձր պտտող մոմենտով (≥650 Նմ) հորատիչների հետ՝ ճաղաշարերի կամ ճառագայթային միացումների համար: Խեժային փայտ փորելիս ավելացրեք պարաֆինային մոմ ալիքներին:
- Կահույքի պատրաստում. Ցցերի միացումների համար ընտրեք ցցերից 0.1 մմ լայնությամբ գլխիկներ՝ սոսնձի լայնացումը հնարավոր դարձնելու համար:
Որակի ապահովում և հավաստագրեր
Առաջատար արտադրողները հետևում են ISO 9001 ստանդարտներին՝ ստուգելով կարծրությունը (HRC 62–65 HSS-ի համար), չափերի ճշգրտությունը և բեռնվածության ստուգումը: Գլխիկները ենթարկվում են նմուշի ոչնչացման թեստերի՝ համոզվելու համար, որ պտտման ամրությունը գերազանցում է 50 Նմ-ը:
Եզրակացություն. Անփոխարինելի փայտամշակման աշխատուժը
Փայտե պտուտակի հորատման գլխիկները համատեղում են դարավոր մեխանիկական սկզբունքները ժամանակակից մետալուրգիայի հետ: Դրանց օպտիմալացված փշերի հեռացումը, խորության հզորությունը և ճշգրտությունը դրանք անփոխարինելի են դարձնում այն մասնագետների համար, ովքեր գնահատում են արագությունը՝ առանց որակը զոհաբերելու: Գլուխ ընտրելիս նախապատվությունը տվեք HSS կամ կարբիդային ծայրերով հավաստագրված մոդելներին՝ վեցանկյուն ցողուններով և բազմաալիքային դիզայնով՝ ներդրումներ, որոնք իրենց արդարացնում են անթերի արդյունքներով և արհեստանոցի պարապուրդի կրճատված ժամանակով:
Հրապարակման ժամանակը. Հուլիս-26-2025